



高压水刀与传统切割方式(铣削、线切割、激光、等离子、冲床)对比
高压水刀切割的核心优势是冷切割无热影响、材料适应性广、切口质量高,与铣削、线切割、激光等传统方式相比,在加工原理、适用场景、成本效率上差异显著。
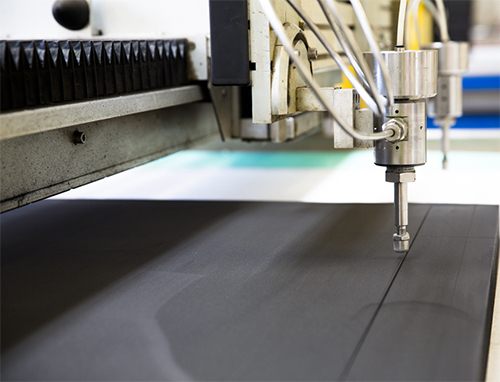
高压水刀:
优势:
1. 冷切割,无热变形、无热影响区(HAZ)
2. 切割材料无限制(金属、石材、玻璃、复合材料、橡胶等)
3. 切口光滑,无需二次加工
4. 可切割复杂异形件,路径灵活
5. 无粉尘、无明火,环保安全
劣势:
1、切割速度低于激光、等离子(厚板除外)
2、磨料消耗产生耗材成本
3、对极薄材料切割精度控制要求高。
铣削
优势:
1. 加工精度高,可实现复杂三维成型
2. 适合铣槽、钻孔、倒角等多工序加工
3. 对金属件加工刚性好
劣势:
1. 刀具易磨损,耗材成本高
2. 切割厚材料效率低
3. 柔性差,难切割异形曲线
线切割:
优势:
1、精度极高(可达 ±0.005mm)
2、适合复杂模具、细小零件加工
3、切口窄,材料利用率高
劣势:
1. 仅能加工导电材料(金属)
2. 切割速度慢,效率低
3. 存在电极丝损耗,成本高
激光切割
优势:
1. 切割速度快,效率高
2. 切口窄,精度高(±0.01mm)
3. 自动化程度高,适合批量生产 1. 热切割存在热变形、热影响区
2. 高反材料(铜 / 铝)易损伤激光器
3. 厚板切割能力弱,成本陡增
劣势:
1. 热切割存在热变形、热影响区
2. 高反材料(铜 / 铝)易损伤激光器
3. 厚板切割能力弱,成本陡增
等离子切割
优势:
1. 切割速度快,厚板金属效率高
2. 设备成本低于激光、水刀
3. 适合恶劣工况,操作门槛低
劣势
1. 热变形大,切口粗糙需二次加工
2. 切割精度低
3. 产生烟尘、弧光污染
冲床切割
优势:
1. 批量加工效率极高,成本低
2. 可同时完成切割、折弯、冲孔
3. 设备稳定性强,维护简单
劣势:
1. 模具成本高,换模周期长
2. 仅适合规则形状、批量产品
3. 柔性差,无法切割复杂异形件




